
скорость движения ленточного конвейера
Всегда удивляюсь, как часто производители оборудования предлагают 'оптимальную' скорость движения ленточного конвейера, не учитывая специфики конкретной задачи. В теории все просто – нужно рассчитать, чтобы обеспечить нужную производительность и избежать перегрузок. Но на практике... тут начинается самое интересное. Слушаю инженеров, вижу их расчеты – и часто чувствую, что где-то что-то упускается. Не просто 'упускается', а фундаментально не понимается, как реальные процессы влияют на оптимальную скорость.
Оптимальная скорость: не просто математика
Да, конечно, есть формулы. Производительность, скорость ленты, тип материала, угол наклона – все это учитывается. Но эти формулы – лишь отправная точка. Важно понимать, что скорость движения ленточного конвейера – это не статичная величина. Она динамически меняется под воздействием множества факторов. Например, при транспортировке сыпучих материалов, склонных к агломерации, слишком высокая скорость может привести к образованию комков, которые затем забивают конвейер. А слишком низкая – к застреванию материала и падению производительности. Это я видел на практике в проекте для добывающего предприятия в Сибири.
Причем речь не только о сыпучих материалах. Например, при транспортировке крупных кусков руды или готовой продукции, необходимо учитывать их инерцию и силу трения. Ускорение и замедление таких грузов требуют особого подхода к регулировке скорости движения ленточного конвейера, чтобы избежать их повреждения или сползания.
Влияние типа материала
Тип материала - это, пожалуй, самый важный фактор. Древесная щепа, песок, зерно – для каждого материала оптимальная скорость будет разной. И даже внутри одного типа материала могут быть вариации. Например, сырой лес и сухой лес требуют совершенно разных режимов транспортировки. Игнорировать это – значит рисковать поломками оборудования и снижением производительности. Мы однажды столкнулись с проблемой на заводе по производству комбикорма. Изначально установили конвейер для зерна на довольно высокую скорость, полагаясь на теоретические расчеты. В итоге зерно начало вызывать сильную пыль, а также сильно изнашивало ленту. После пересмотра скорости и установки дополнительных пылеуловителей ситуация существенно улучшилась.
Кстати, стоит обратить внимание на влажность материала. Высокая влажность значительно увеличивает трение и может потребовать снижения скорости движения ленточного конвейера. В условиях повышенной влажности также более вероятно образование комков и сжатий. Поэтому автоматическая система контроля влажности и соответствующая корректировка скорости – это уже не роскошь, а необходимость.
Особенности конструкции и эксплуатации
Конструкция самого конвейера также влияет на оптимальную скорость движения ленточного конвейера. Угол наклона, ширина ленты, тип роликов – все это должно быть учтено при расчете. Например, для конвейеров с большим углом наклона требуется более медленная скорость, чтобы обеспечить стабильный подъем материала и избежать его сползания. Использование специальных роликов с антизадирным покрытием также помогает снизить трение и улучшить характеристики конвейера. С этим у нас часто возникают сложности – инженеры не всегда учитывают влияние этих факторов.
Еще один важный аспект – это состояние ленты и роликов. Изношенная лента или ролики с поврежденным покрытием могут привести к неравномерной подаче материала и снижению производительности. Регулярный осмотр и своевременная замена изношенных деталей – это залог долгой и бесперебойной работы конвейера. Не стоит экономить на обслуживании!
Практические трудности
Мы однажды строили конвейер для транспортировки угля. В процессе эксплуатации обнаружили, что несмотря на все расчеты, уголь все равно образует комки. Выяснилось, что проблема была не только в скорости, но и в форме кусков угля. Слишком много мелких кусков, плохо совместимых между собой, склонных к слипанию. Решение нашли в частичной сортировке угля перед подачей на конвейер. Это позволило значительно снизить образование комков и повысить производительность.
Более того, стоит помнить о влиянии окружающей среды. В условиях низких температур лента может становиться более хрупкой и склонной к разрывам. В жаркую погоду лента может растягиваться, что также влияет на характеристики конвейера. В таких случаях необходимо использовать ленты, устойчивые к экстремальным температурам, и корректировать скорость движения для компенсации температурных изменений.
Мониторинг и автоматизация
В современных условиях все большую популярность приобретает автоматизированный мониторинг скорости движения ленточного конвейера и других параметров работы. Это позволяет оперативно выявлять и устранять проблемы, а также оптимизировать режим работы оборудования. Использование датчиков скорости, датчиков нагрузки и других устройств позволяет получить полную картину о состоянии конвейера и принять необходимые меры.
Наш опыт показывает, что внедрение систем автоматического регулирования скорости конвейера позволяет не только повысить производительность, но и снизить эксплуатационные расходы. Автоматическая система может автоматически корректировать скорость в зависимости от типа материала, угла наклона и других факторов, обеспечивая оптимальную работу оборудования в любых условиях.
Важные соображения
При выборе системы автоматизации важно учитывать сложность задачи и требования к точности регулирования. Не всегда самая дорогая система – самая эффективная. Важно подобрать систему, которая соответствует конкретным потребностям предприятия и позволяет получить максимальную отдачу от инвестиций.
В конечном счете, оптимальная скорость движения ленточного конвейера – это не просто цифра, а результат комплексного анализа множества факторов. Понимание этих факторов и использование современных технологий позволяет значительно повысить эффективность работы конвейерного оборудования и снизить эксплуатационные расходы. И это, на мой взгляд, самый важный момент.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Серии YK Вибрационный грохот
Серии YK Вибрационный грохот -
 Серии G Шлифовальный валок высокого давления валкая дробилка
Серии G Шлифовальный валок высокого давления валкая дробилка -
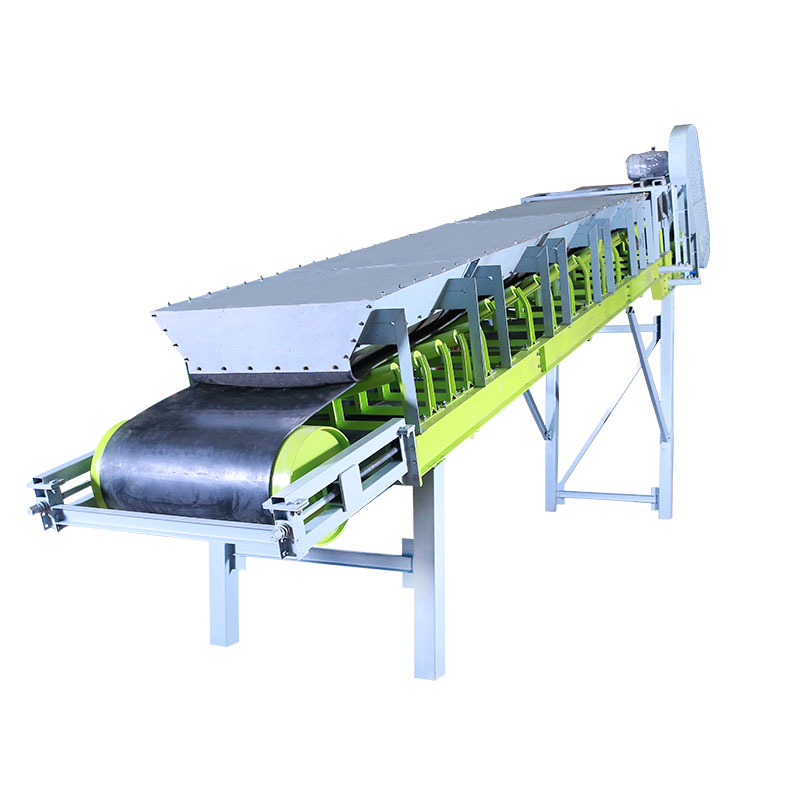 Серии TDY Ленточный конвейер
Серии TDY Ленточный конвейер -
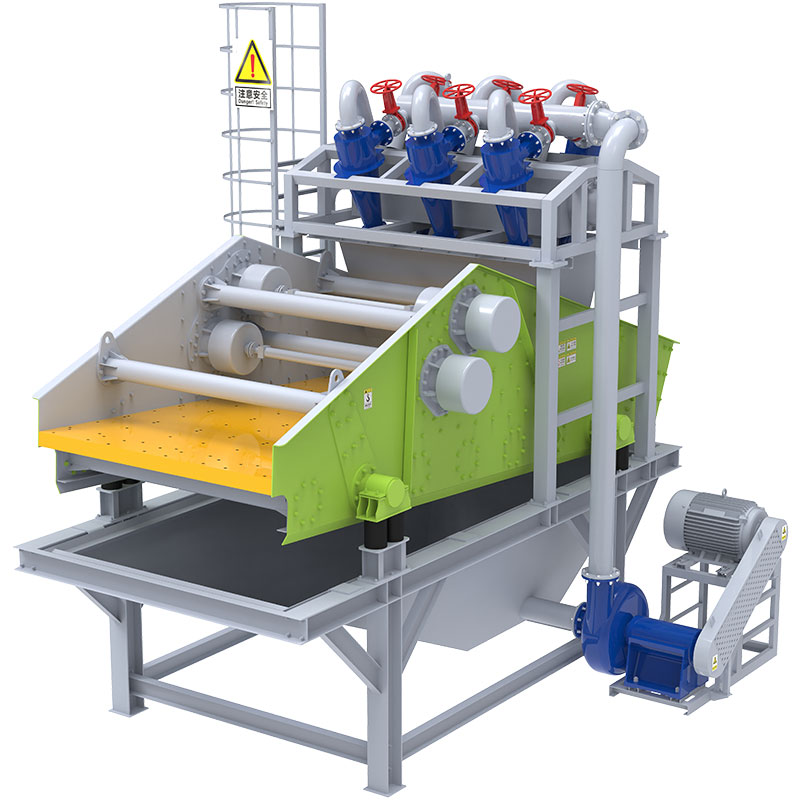 Машина для извлечения песка из хвостов серии HS
Машина для извлечения песка из хвостов серии HS -
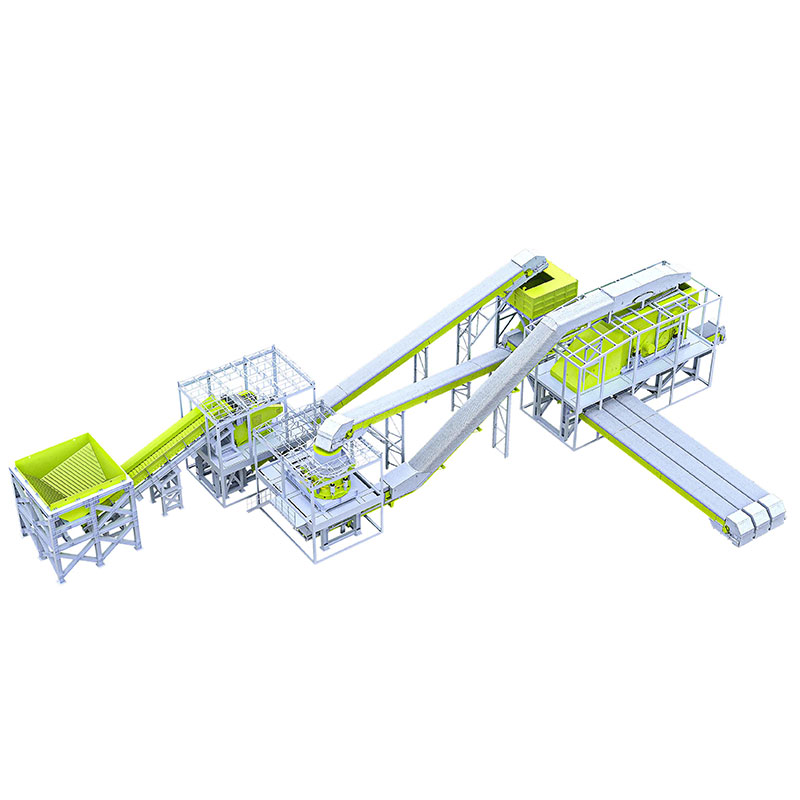 Установка для дробления песка и гравия типа 300
Установка для дробления песка и гравия типа 300 -
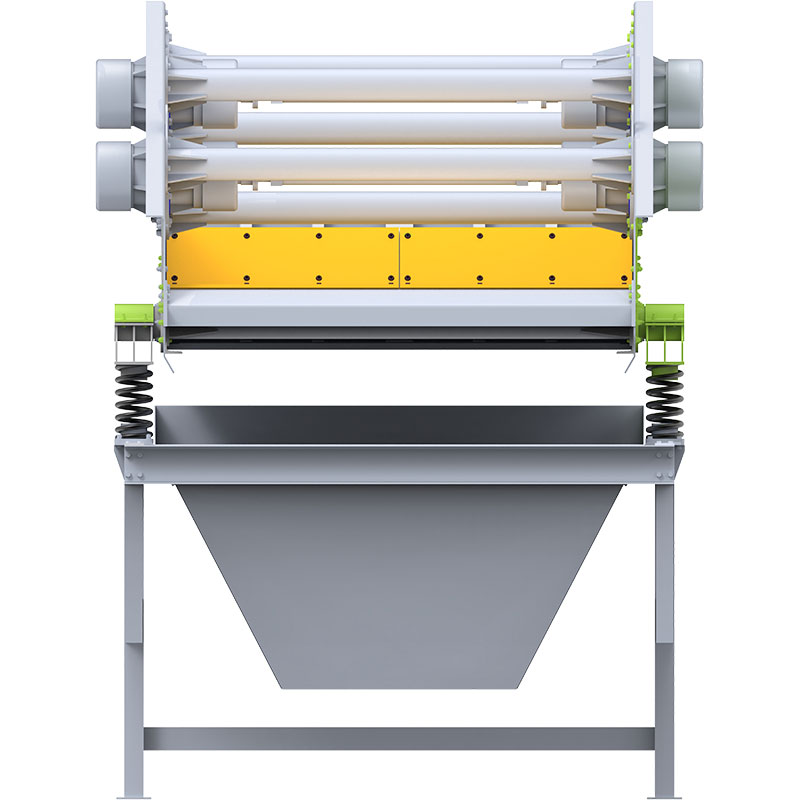 Грохот обезвоживания HS-T
Грохот обезвоживания HS-T -
 Серии PEV Щековая дробилка
Серии PEV Щековая дробилка -
 Серии ZZG Инерционный вибрационный питатель
Серии ZZG Инерционный вибрационный питатель -
 Серии PF Роторная дробилка
Серии PF Роторная дробилка -
 Серии ZSW Вибрационный питатель
Серии ZSW Вибрационный питатель -
 Серии LX спиральная пескомойка
Серии LX спиральная пескомойка -
 Серии 8HL Эффективная центробежно-ударная дробилка
Серии 8HL Эффективная центробежно-ударная дробилка