
расчет производительности ленточного конвейера
Начнем с простого. Многие считают, что расчет производительности ленточного конвейера – это задача, решаемая формулами, таблицами и прочими математическими конструкциями. Да, теоретически это так. Существуют формулы, учитывающие скорость ленты, ширину, уклон, тип материала и другие параметры. Но в реальной жизни, в нашей работе, всё гораздо сложнее. И зачастую, “теоретический расчет” сильно отличается от того, что мы видим на практике. Это не просто цифры, это совокупность факторов: характеристики материала, состояние оборудования, квалификация персонала, и даже погодные условия. И от того, насколько точно мы учтем все эти факторы, зависит эффективность всего производственного процесса. Я сейчас не о красивых отчетах, а о том, чтобы понять, сколько материала реально пройдет через конвейер за час, день, месяц – и что с этим делать, если что-то не так.
Основные факторы, влияющие на производительность
Прежде чем углубляться в формулы, стоит выделить ключевые факторы. Само собой, это скорость ленты – она напрямую влияет на пропускную способность. Но просто поднять скорость и ждать чудес – ошибка. Лента может не выдержать нагрузки, износиться быстрее, а материал может начать проседать или скатываться. Еще один важный момент – тип материала. Песок, гравий, уголь, руда – каждый материал ведет себя по-разному. Например, влажность существенно влияет на сцепление материала с лентой и, соответственно, на её пропускную способность. А уклон конвейера – это отдельная история. Чем больше уклон, тем меньше материал может двигаться, особенно если это крупный материал.
Крайне важно учитывать геометрические параметры: ширину ленты, длину, диаметр роликов, углы натяжения. Неправильные параметры приводят к деформации ленты, ее преждевременному износу и, как следствие, снижению производительности. И не стоит забывать о качестве самой ленты. Несоответствие материала ленты типу транспортируемого груза – прямой путь к поломке и остановке линии. Мы как-то пытались сэкономить на ленте для транспортировки крупного щебня, выбрали более дешевый вариант. Результат был печальным – лента порвалась через месяц, и мы потеряли несколько дней производства. Это был дорогостоящий урок.
Влияние влажности и агрессивности материала
Вода – враг конвейерных систем. Увеличение влажности материала увеличивает его вес и увеличивает трение между ним и лентой. Это ведет к повышенному износу и снижению скорости. Кроме того, влага может вызывать коррозию металлических элементов конвейера, особенно при работе с агрессивными материалами. Мы в работе с конвейерами для угля регулярно сталкиваемся с этой проблемой. Решением может быть использование специальной водостойкой ленты, а также систем сушки материала.
Агрессивные материалы, такие как кислотные руды или минеральные удобрения, требуют специальных материалов для ленты и роликов. Иначе они будут быстро разрушаться. Выбор материала ленты – это не просто вопрос стоимости, это вопрос долгосрочной надежности и безопасности оборудования. Мы как-то попали на конвейер, работающий с железорудным песком, который оказался сильно коррозионным. Использовали не тот материал ленты, и через несколько месяцев она полностью износилась, потребовав дорогостоящей замены. Это показывает, насколько важно правильно оценивать агрессивность материала перед выбором компонентов конвейерной системы.
Методы расчета производительности
Как я уже говорил, теоретические формулы – это хорошо, но они не всегда дают точный результат. Поэтому мы часто используем комбинацию расчетов и практических измерений. В первую очередь, мы рассчитываем производительность на основе известных параметров: скорость ленты, ширину, длину, тип материала. Затем мы проводим полевые испытания, измеряя фактическую производительность конвейера в различных условиях. Это позволяет выявить отклонения от теоретических расчетов и скорректировать параметры работы.
Существуют специализированные программы для моделирования работы конвейерных систем. Они позволяют учитывать множество факторов, таких как деформацию ленты, трение, усадку материала. Но даже самые совершенные программы – это лишь приближение к реальности. Их точность зависит от качества входных данных и правильности выбора параметров моделирования. Часто приходится проводить калибровку модели, подгоняя ее под фактические результаты работы конвейера. Для этого мы используем датчики веса, датчики скорости и другие измерительные приборы.
Пример практического расчета
Возьмем, к примеру, ленточный конвейер для транспортировки гравия. Допустим, скорость ленты 0.5 м/с, ширина 1.5 м, длина 50 м. Плотность гравия 1600 кг/м3. Предположим, что конвейер работает непрерывно 24 часа в сутки. Расчет производительности можно выполнить по формуле: Производительность (кг/час) = Скорость ленты (м/с) * Ширина (м) * Длина (м) * Плотность (кг/м3) * 24 часа. Однако, это только расчетная производительность. Фактически, из-за уклона, трения, и других факторов, производительность может быть ниже. Чтобы получить более точный результат, необходимо провести полевые испытания и учесть все эти факторы.
В нашей практике, мы всегда учитываем коэффициент запаса – обычно 10-15%. Это позволяет устранить возможные отклонения от расчетной производительности и обеспечить надежную работу конвейерной системы. Например, если расчетная производительность конвейера составляет 1000 тонн в день, то фактическая производительность может быть 900-950 тонн в день. Этот коэффициент запаса позволяет нам избежать перегрузки конвейера и обеспечить его долговечность.
Техническое обслуживание и оптимизация
Регулярное техническое обслуживание – это залог надежной и эффективной работы конвейерной системы. В первую очередь, необходимо регулярно проверять состояние ленты, роликов, подшипников. Важно своевременно устранять неисправности, чтобы избежать поломок и остановок производства. Мы в Chengdu Dahongli Machinery Co., Ltd. уделяем особое внимание техническому обслуживанию конвейерных систем. У нас есть квалифицированные специалисты, которые проводят регулярные проверки и диагностику оборудования. Мы также предоставляем услуги по ремонту и замене изношенных деталей. Наш сайт https://www.dhlcrusher.ru содержит много полезной информации о ленточных конвейерах, а также о наших услугах.
Оптимизация работы конвейерной системы – это постоянный процесс. Мы постоянно ищем способы повышения производительности, снижения энергопотребления и продления срока службы оборудования. Например, мы можем оптимизировать угол наклона конвейера, заменить ролики на более эффективные, или использовать систему автоматической регулировки скорости ленты. Также важна правильная настройка системы смазки и очистки конвейерной системы. В итоге, эффективное обслуживание и регулярная оптимизация позволяют добиться максимальной производительности и снизить затраты на эксплуатацию конвейерной системы.
Недавний проект: оптимизация конвейера для горнодобывающей компании
Недавно мы работали над проектом по оптимизации ленточного конвейера для горнодобывающей компании. Конвейер использовался для транспортировки руды, и его производительность была значительно ниже заявленной. Мы провели детальный анализ работы конвейера, выявили ряд проблем: неправильный угол наклона, износ роликов, недостаточная смазка. Мы внесли изменения в конструкцию конвейера, заменили ролики, настроили систему смазки и оптимизировали угол наклона. В результате, производительность конвейера увеличилась на 20%, а энергопотребление снизилось на 10%. Это был успешный проект, который позволил компании повысить эффективность производства и снизить затраты.
Таким образом, расчет производительности ленточного конвейера – это комплексная задача, требующая учета множества факторов. Не стоит полагаться только на теоретические формулы. Необходимо учитывать особенности материала, состояние оборудования, квали
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 PYY-одноцилиндровая гидравлическая конусная дробилка
PYY-одноцилиндровая гидравлическая конусная дробилка -
 Серии ZSW Вибрационный питатель
Серии ZSW Вибрационный питатель -
 Серии ZZG Инерционный вибрационный питатель
Серии ZZG Инерционный вибрационный питатель -
 Серии LX спиральная пескомойка
Серии LX спиральная пескомойка -
 Серии 8HL Эффективная центробежно-ударная дробилка
Серии 8HL Эффективная центробежно-ударная дробилка -
 Грохот обезвоживания HS-T
Грохот обезвоживания HS-T -
 Установка для дробления песка и гравия типа 300
Установка для дробления песка и гравия типа 300 -
 Машина для извлечения песка из хвостов серии HS
Машина для извлечения песка из хвостов серии HS -
 Серии G Шлифовальный валок высокого давления валкая дробилка
Серии G Шлифовальный валок высокого давления валкая дробилка -
 Многоцилиндровая конусная дробилка серии PYD
Многоцилиндровая конусная дробилка серии PYD -
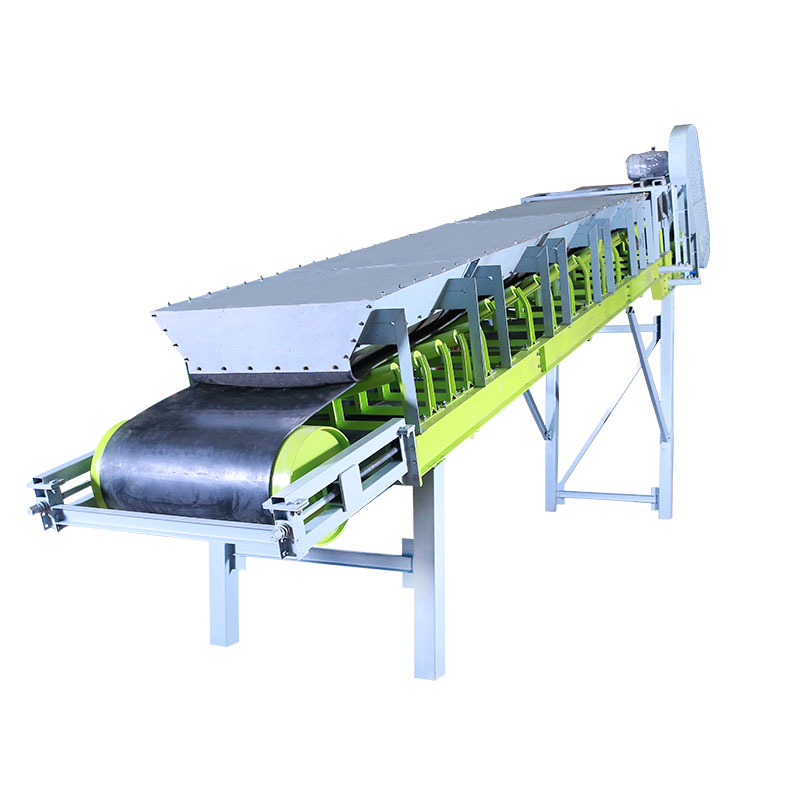 Серии TDY Ленточный конвейер
Серии TDY Ленточный конвейер -
 Серии PEV Щековая дробилка
Серии PEV Щековая дробилка