
автоматизация ленточных конвейеров
Автоматизация ленточных конвейеров – это тема, вокруг которой сейчас много шума. Вроде бы все хотят автоматизировать, но на практике часто сталкиваются с неожиданными сложностями. Многие предлагают решения 'под ключ', но как показывает мой опыт, универсального рецепта нет. Важно понимать не только технологическую сторону вопроса, но и специфику вашего производства, особенности груза и, конечно, бюджет.
Что такое автоматизация ленточных конвейеров на самом деле?
Когда говорят об автоматизации ленточных конвейеров, чаще всего имеют в виду комплексное решение, включающее не только сам конвейер, но и систему управления, датчики, фотоэлементы, контроллеры и, возможно, даже роботизированные манипуляторы для загрузки и выгрузки. Но автоматизация может быть и более скромной – например, простое добавление датчиков уровня или автоматического отключения при заклинивании. Главное – решить конкретную задачу, а не просто 'поставить автоматизацию'. Иначе это может оказаться неэффективным и дорогостоящим.
Например, мы однажды работали на цементном заводе. Заказчик хотел автоматизировать перемещение цемента на большие расстояния. Предлагалось установить автоматический конвейер с системой точного дозирования. Но при анализе процесса выяснилось, что главная проблема заключалась не в перемещении, а в его визуальном контроле. Кое-где возникали пересыпания, на конвейере скапливались остатки цемента. В итоге, мы предложили более простое решение: установить систему видеонаблюдения и датчики, контролирующие уровень загрузки. Этого оказалось достаточно, чтобы значительно снизить потери и повысить эффективность работы. Вот где важно понимать суть процесса, а не просто копировать чужой опыт.
Типы автоматизации: от базового до комплексного
Я бы выделил несколько уровней автоматизации: базовый (датчики уровня, датчики открытия/закрытия, сигнализация); средний (автоматическое управление скоростью, система выгрузки/загрузки); и продвинутый (интеграция с ERP-системами, предиктивная аналитика, роботизированная загрузка/выгрузка). Выбор зависит от ваших потребностей и бюджета.
Какие проблемы возникают при внедрении?
Самая распространенная проблема – некачественная подготовка данных. Часто бывает, что заказчик ожидает, что система сама 'угадает', что нужно автоматизировать, а какие данные собирать. На самом деле, необходимо провести тщательный анализ существующих процессов, выявить 'узкие места' и определить, какие данные необходимы для их устранения. Без этого никакая автоматизация не будет эффективной.
Еще одна проблема – интеграция с существующим оборудованием. Не всегда возможно бесшовно интегрировать новую систему автоматизации с устаревшими конвейерами и системами управления. В этом случае может потребоваться модернизация оборудования или разработка специализированного программного обеспечения. Например, мы в Chengdu Dahongli Machinery Co., Ltd. часто сталкиваемся с такими ситуациями. Иногда приходится разрабатывать собственные интерфейсы для связи между новыми и старыми системами. Это требует времени и усилий, но позволяет добиться максимальной эффективности.
Проблемы с датчиками и их правильный выбор
Выбор датчиков – это отдельная тема. Нельзя просто взять первый попавшийся датчик и надеяться, что он подойдет. Нужно учитывать тип груза, условия эксплуатации, требуемую точность и надежность. Например, для зерна лучше использовать датчики, устойчивые к влаге и пыли, а для тяжелых пород – датчики с высокой грузоподъемностью. Неправильный выбор датчиков может привести к ложным срабатываниям или поломкам.
Практический опыт: кейс автоматизации конвейера для горнодобывающей отрасли
Недавно мы реализовали проект по автоматизации конвейера для горнодобывающей компании. Конвейер использовался для транспортировки руды на значительное расстояние. Задача стояла в том, чтобы минимизировать простои и повысить производительность. Для этого мы установили систему датчиков уровня, систему автоматического управления скоростью и систему мониторинга состояния оборудования.
Одним из ключевых моментов было использование датчиков вибрации для контроля состояния конвейерной ленты. Эти датчики позволяют своевременно выявлять дефекты и предотвращать поломки. Мы также разработали систему уведомлений, которая автоматически отправляет сообщения техническому персоналу в случае возникновения проблем. В результате, компания смогла снизить простои на 20% и повысить производительность на 15%. Этот опыт показывает, что даже относительно простая автоматизация может принести ощутимую пользу.
Сложности с настройкой и калибровкой датчиков
После установки датчиков необходимо их правильно настроить и откалибровать. Это требует специальных знаний и навыков. Неправильная настройка может привести к неточностям в работе системы автоматизации. Мы всегда уделяем особое внимание настройке и калибровке датчиков, чтобы обеспечить максимальную точность и надежность.
Перспективы развития автоматизации ленточных конвейеров
Я думаю, что в будущем автоматизация ленточных конвейеров будет только развиваться. Будут появляться новые датчики, новые алгоритмы управления, новые возможности интеграции с другими системами. Например, уже сейчас активно развивается направление предиктивной аналитики, которое позволяет прогнозировать поломки оборудования и предотвращать их. Кроме того, в будущем мы увидим все больше роботизированных систем для автоматизации загрузки и выгрузки конвейеров. Chengdu Dahongli Machinery Co., Ltd. активно следит за этими тенденциями и разрабатывает новые решения для своих клиентов.
Важно понимать, что автоматизация – это не просто технологический тренд, это необходимость для повышения конкурентоспособности. Компании, которые не инвестируют в автоматизацию, рискуют остаться позади.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Серии PEV Щековая дробилка
Серии PEV Щековая дробилка -
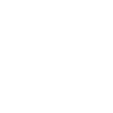
 Серии YK Вибрационный грохот
Серии YK Вибрационный грохот -
 Серии ZZG Инерционный вибрационный питатель
Серии ZZG Инерционный вибрационный питатель -
 Многоцилиндровая конусная дробилка серии PYD
Многоцилиндровая конусная дробилка серии PYD -
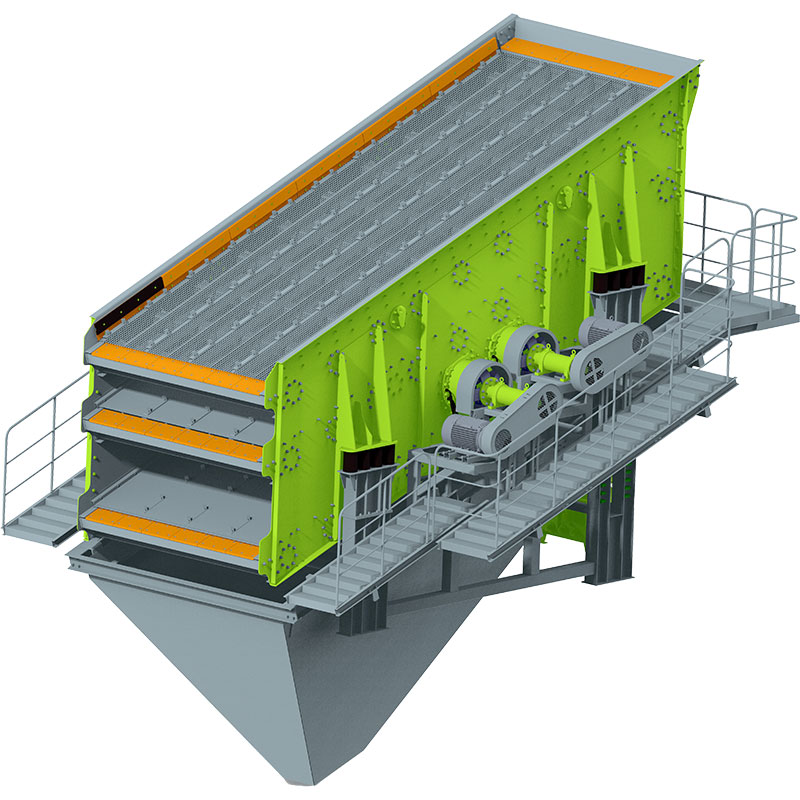
 Грохот обезвоживания HS-T
Грохот обезвоживания HS-T -
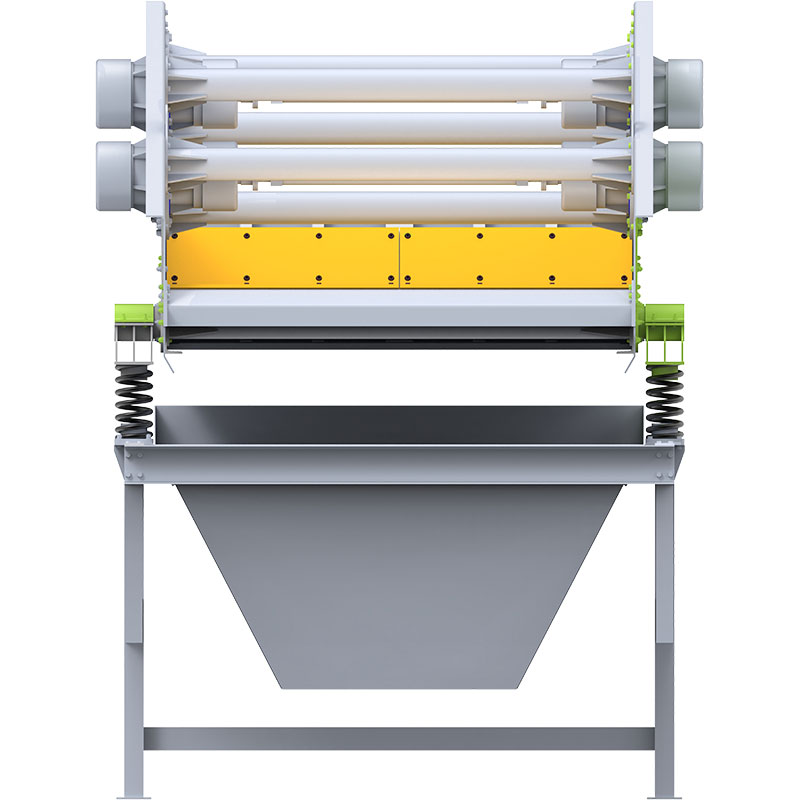
 Машина для извлечения песка из хвостов серии HS
Машина для извлечения песка из хвостов серии HS -
 PYY-одноцилиндровая гидравлическая конусная дробилка
PYY-одноцилиндровая гидравлическая конусная дробилка -
 Установка для дробления песка и гравия типа 300
Установка для дробления песка и гравия типа 300 -
 Серии PF Роторная дробилка
Серии PF Роторная дробилка -
 Серии G Шлифовальный валок высокого давления валкая дробилка
Серии G Шлифовальный валок высокого давления валкая дробилка -
 Серии 8HL Эффективная центробежно-ударная дробилка
Серии 8HL Эффективная центробежно-ударная дробилка -
 Серии LX спиральная пескомойка
Серии LX спиральная пескомойка